
I got out my old .222 Mag reloads the other day. I intend to shoot those few up and then load some more.
I used to check shoulder bump for it using a Sinclair bullet comparator, which I can't find (arghh), despite having seen it recently. It isn't really intended for that, but it worked OK.
I could just order this, but I am not very patient, and was bored since I had nothing to do today after getting my check up out of the way this morning. I have a small hobby lathe, so I decided to make a tool to do it with.
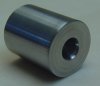
I had a piece of 3/4" steel rod, so I whacked off a piece with a hacksaw, chucked it up and faced off both ends. Then I drilled a .250 hole through it on the lathe, and cut a short 23 Degree "shoulder" in it. I made it long enough to work with loaded rounds if need be.
It will work with .222, .223, or .222 Mag as they are all .22's and have 23 Degree shoulders.
Head Clearance Tool/Shoulder Bump Gauge for .222, .223, & .222 Mag

Gauge in use - It's laying on half of a barrel "vise" I used for removing my 9MM AR barrel to put on a free float tube.

I used to check shoulder bump for it using a Sinclair bullet comparator, which I can't find (arghh), despite having seen it recently. It isn't really intended for that, but it worked OK.
I could just order this, but I am not very patient, and was bored since I had nothing to do today after getting my check up out of the way this morning. I have a small hobby lathe, so I decided to make a tool to do it with.
I had a piece of 3/4" steel rod, so I whacked off a piece with a hacksaw, chucked it up and faced off both ends. Then I drilled a .250 hole through it on the lathe, and cut a short 23 Degree "shoulder" in it. I made it long enough to work with loaded rounds if need be.
It will work with .222, .223, or .222 Mag as they are all .22's and have 23 Degree shoulders.
Head Clearance Tool/Shoulder Bump Gauge for .222, .223, & .222 Mag
Gauge in use - It's laying on half of a barrel "vise" I used for removing my 9MM AR barrel to put on a free float tube.


")







